

1. Qada
Ev destan di nav xwe de pêwendiya pêlavê ya sê-parçeyî ya ku bi elektrîkê ve tê xebitandin, xebitandina pneumatîk, bi hîdrolîk û neft-gazê ve girêdayî ye û valavên topê yên bi tevahî weldkirî yên bi mezinahiya binavkirî NPS 8~36 & Class 300~2500 hene.
2. Danasîna hilberê
2.1 Pêdiviyên teknîkî
2.1.1 Standarda sêwirandin û çêkirinê: API 6D, ASME B16.34
2.1.2 Standarda girêdana dawî bi dawî: ASME B16.5
2.1.3 Standard pîvana rû bi rû: ASME B16.10
2.1.4 Standarda pola zext-germê: ASME B16.34
2.1.5 Kontrolkirin û ceribandin (tevî testa hîdrolîk): API 6D
2.1.6 Testa berxwedana agir: API 607
2.1.7 Pêvajoya berxwedana sulfurê û vekolîna materyalê (ji bo karûbarê tirş tê sepandin): NACE MR0175 / ISO 15156
2.1.8 Testa emîsyonê ya fîrarî (ji bo karûbarê tirş tê sepandin): li gorî BS EN ISO 15848-2 Class B.
2.2 Struktura valveya topê
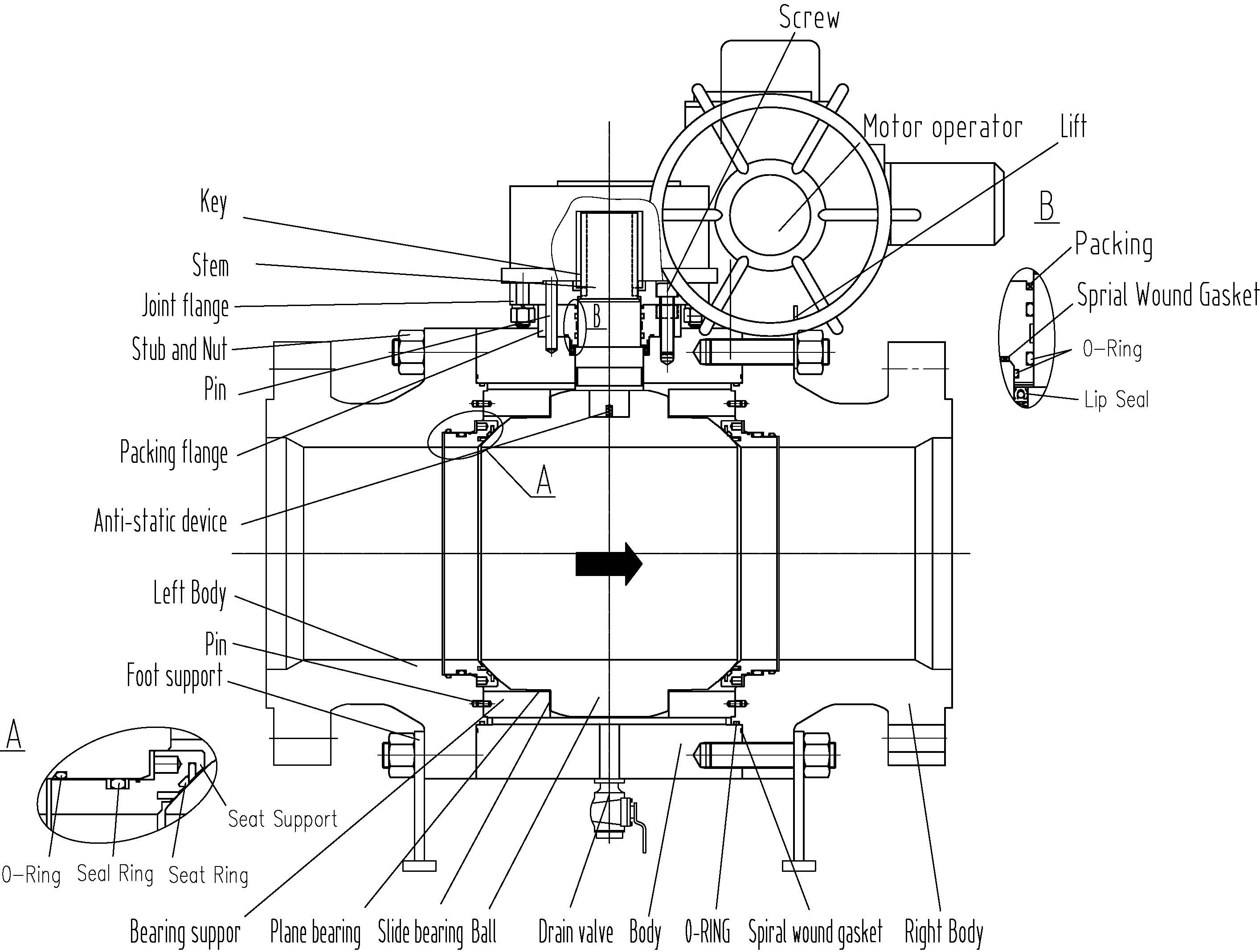
Figure1 Sê perçe valvesên topê yên qutkirî yên ku bi elektrîkê têne çalak kirin
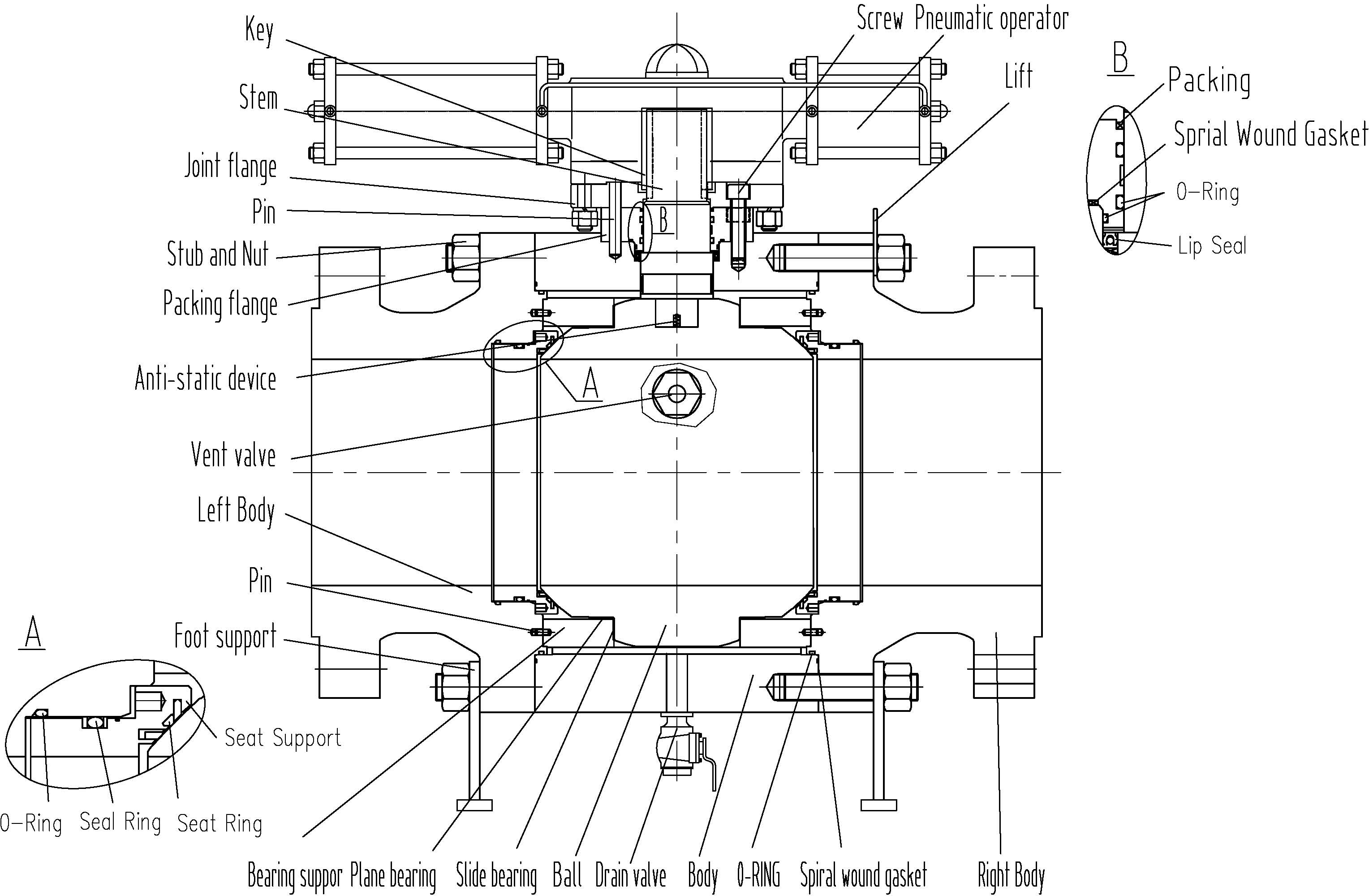
Figure2 Sê perçe valvesên topê yên qutkirî yên bi pneumatîk têne çalak kirin
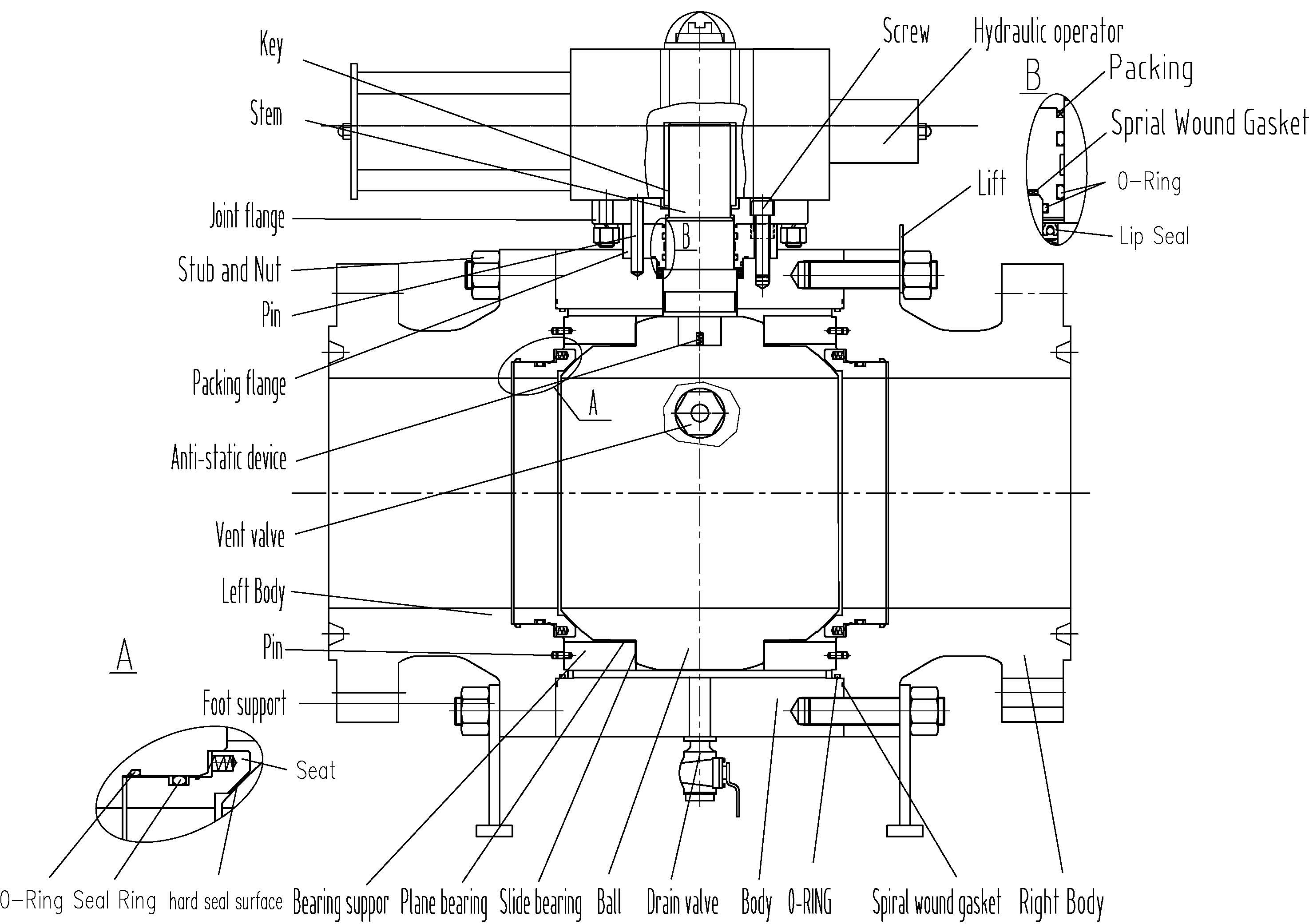
Figure3 Sê perçe valvesên topê yên qutkirî yên ku bi hîdrolîk têne çalak kirin
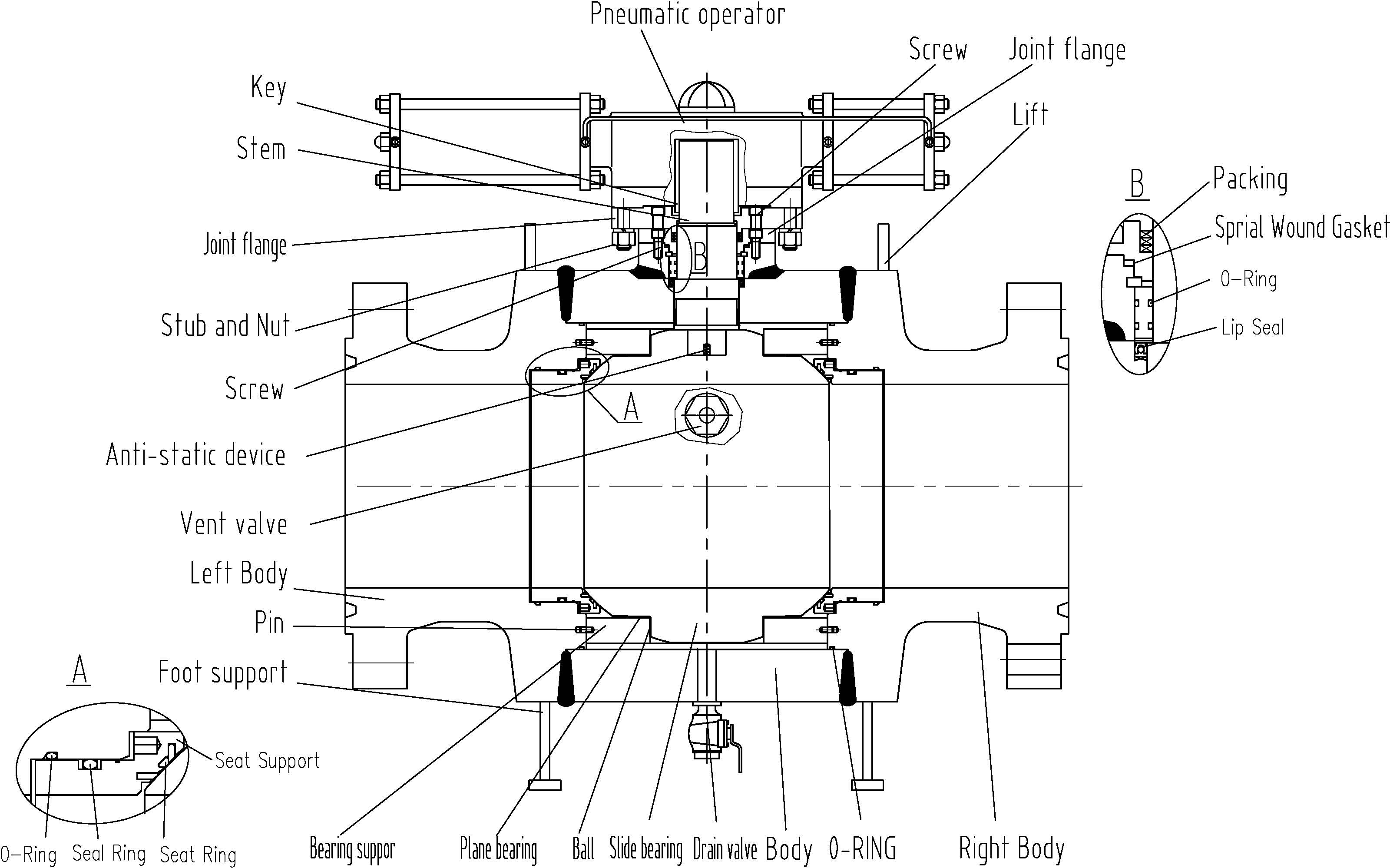
Figure4 Valvesên topê yên bi tevahî weldkirî yên ku bi pneumatîk têne çalak kirin
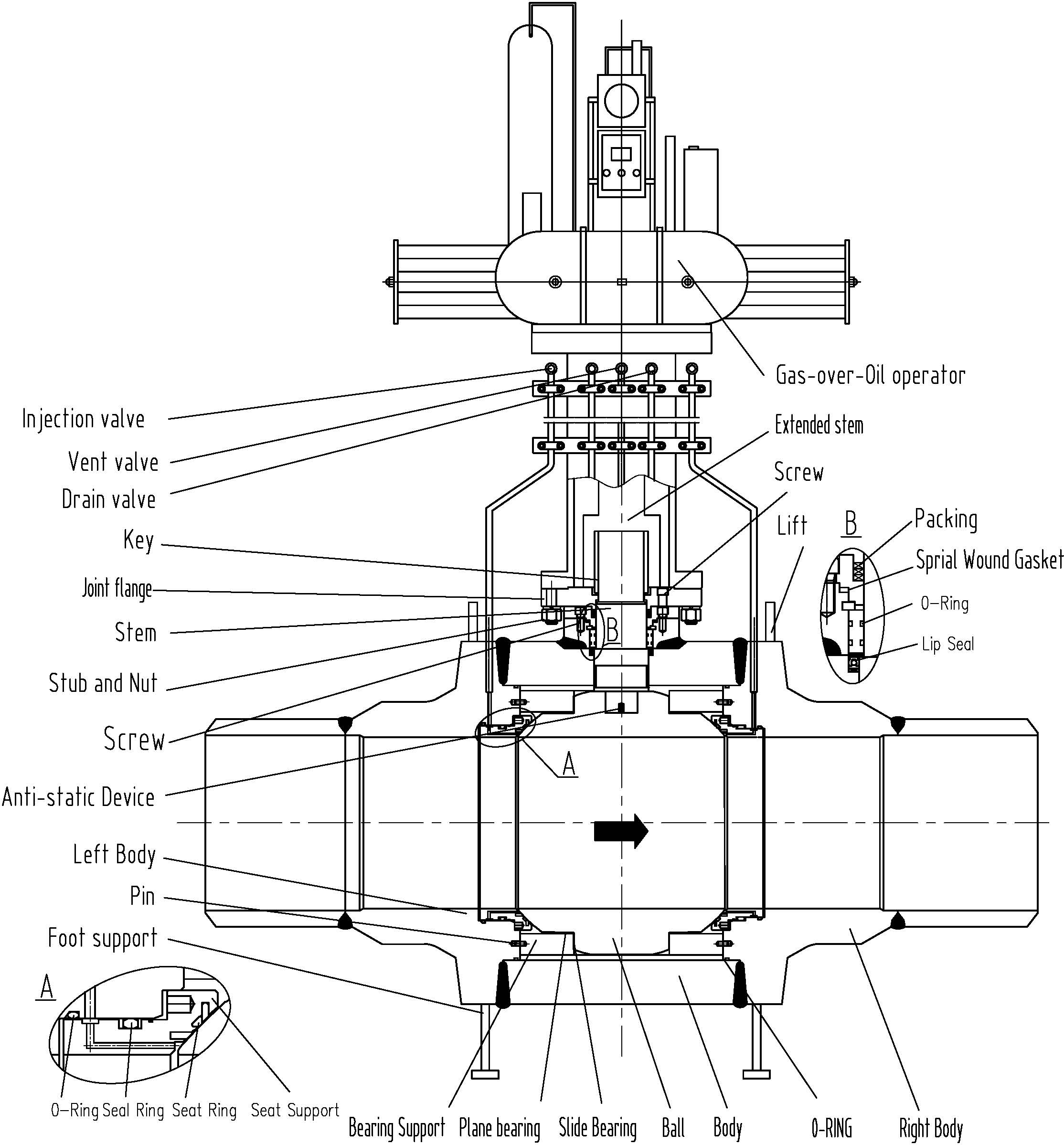
Figure5 Valvesên topê yên bi tevahî weldedkirî yên ku bi neft-gazê ve têne çalak kirin
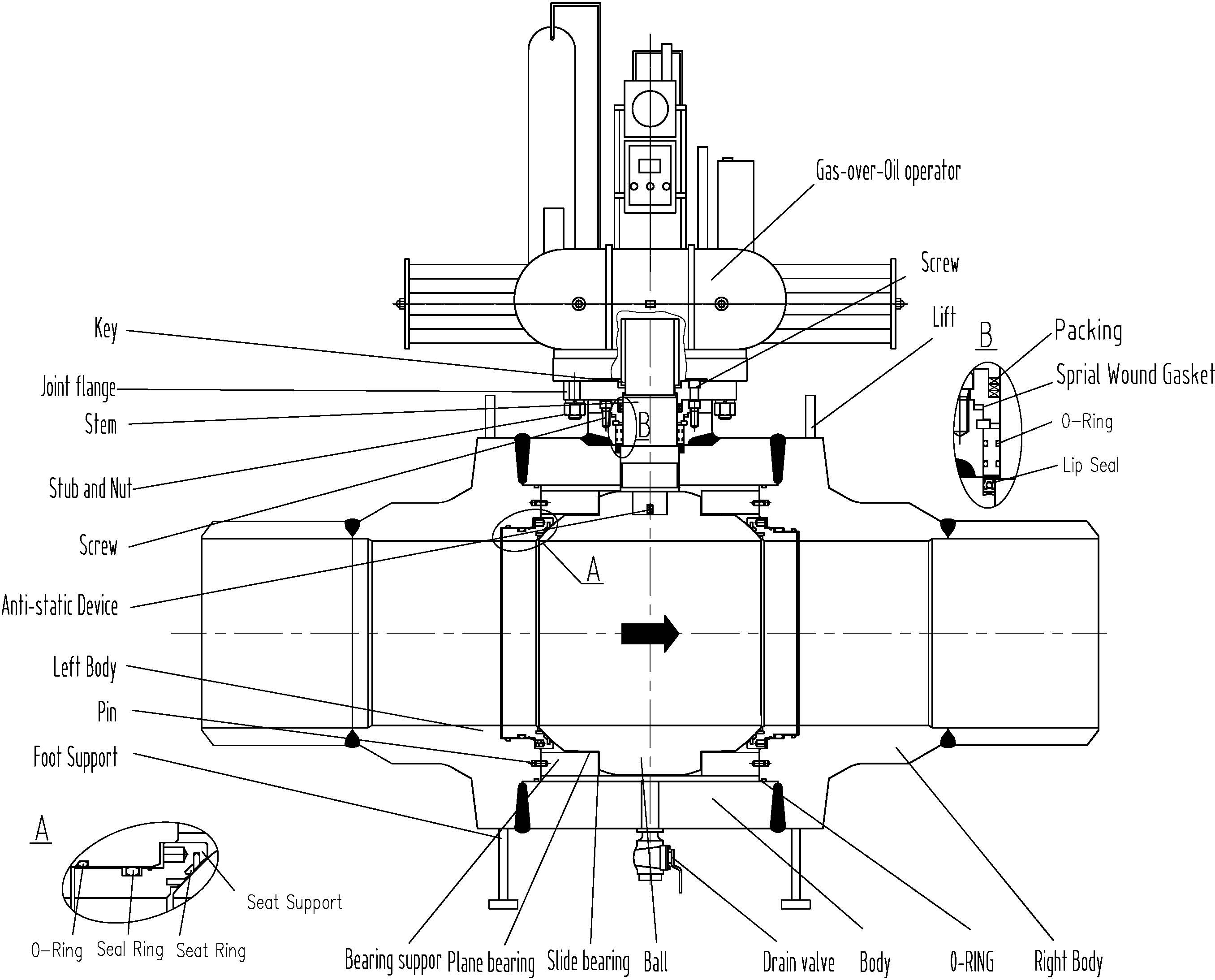
Figure6 Valvesên topê yên bi tevahî weldkirî yên ku bi neft-gazê têne çalak kirin
3. Sazkirin
3.1 Amadekirina pêş-sazkirinê
(1) Herdu lûleya dawiya valve amade bûye.Pêdivî ye ku pêş û paşiya boriyê hevaksial bin, du rûbera pêvekirina flangeyê divê paralel bin.
(2) Pêdivî ye ku boriyên paqij, qirêjiya rûn, şûşeya welding, û hemî nepakiyên din werin rakirin.
(3) Nîşana valahiya topê kontrol bikin da ku valvesên topê di rewşek baş de nas bikin.Valve divê bi tevahî vebe û bi tevahî were girtin da ku piştrast bike ku ew bi rêkûpêk dixebite.
(4) Di girêdana her du dawiya valve de kelûpelên parastinê derxînin.
(5) Vekirina valvê kontrol bikin û bi tevahî paqij bikin.Tişta biyanî ya di navbera zengila valve / zengila kursiyê û gogê de, her çend tenê granulek dikare zirarê bide rûyê morkirina kursiya valvê.
(6) Berî sazkirinê, bi baldarî tabloya navan kontrol bikin da ku pê ewle bibin ku celeb, mezinahî, materyalê rûniştinê û pola zext-germahiya li gorî rewşa lûleyê guncan in.
(7) Berî sazkirinê, hemî pêlav û gwîzên di girêdana valvê de kontrol bikin da ku garantî bikin ku ew hişk e.
(8) Di veguhastinê de, avêtin an avêtinê de tevgera baldar nayê destûr kirin.
3.2 Sazkirin
(1) Valveya ku li ser boriyê hatî saz kirin.Ji bo hewcedariyên herikîna medyayê ya valvê, li gorî rêwerziya valveya ku were saz kirin li gorî jor û jêrê erê bikin.
(2) Di navbera flange valve û flange boriyê de pêdivî ye ku li gorî hewcedariyên sêwirana lûleyê de gazket werin saz kirin.
(3) Pêlên flange divê simetrîk, li pey hev, yeksan hişk bin
(4) Dema ku ew ji bo sazkirinê di pergala lûleyê de li cîhê cîhê têne weld kirin, valavên pêwendiya wellandî yên lêdanê herî kêm pêdivîyên jêrîn bicîh tînin:
yek.Welding divê ji hêla welderê ku xwediyê sertîfîkaya kalîteya welderê ye ku ji hêla Desthilatdariya Boiler û Keştiya Zextê ya Dewletê ve hatî pejirandin ve were kirin;an welderê ku sertîfîkaya kalîteya welderê ya ku di ASME Vol.Ⅸ.
b.Pêdivî ye ku pîvanên pêvajoya welding wekî ku di manuala ewlehiya kalîteyê ya materyalê welding de hatî destnîşan kirin bêne hilbijartin
c.Pêkhateya kîmyewî, performansa mekanîkî û berxwedana korozyonê ya metala dagirtî ya deryaya welding divê bi metala bingehîn re hevaheng be.
(5) Dema ku hilkişîna bi kulm an stûyê valve û zincîra xêzikê ku li çerxa destan, qutiya gemarê an çalakkerên din ve tê girêdan nayê destûr kirin. Di heman demê de, dawiya girêdana valves divê bala xwe bide ku ji zirarê biparêze.
(6) Laşê valahiya topê ya wellandî ji welda dawiya qûnê ye 3 "li her deverek li derveyî germahiya germkirinê divê ji 200 ℃ derbas nebe. Berî welandinê, divê tedbîr werin girtin da ku pêşî li nepaqijiyên wekî şûşeya weldingê di hundurê de were girtin. Pêvajoya ketina nav kanala laş an jî morkirina kursiyê Xeta boriya ku navgîna korozyonê ya hestiyar şandiye divê pîvana serhişkiya weldanê were girtin. Zehmetiya derya welding û materyalê bingehîn ji HRC22 ne zêdetir e.
(7) Dema ku valves û çalakvanan saz dikin, divê axeya kurmê aktûatorê berbi eksê boriyê be
3.3 Kontrolkirina piştî sazkirinê
(1) Vekirin û girtina 3 ~ 5 caran ji bo valves û çalakvanan divê neyê asteng kirin û ew piştrast dike ku valves dikarin normal bixebitin.
(2) Rûyê girêdana flangeyê di navbera boriyê û valahiya topê de pêdivî ye ku performansa morkirinê li gorî daxwazên sêwirana lûleyê were kontrol kirin.
(3) Piştî sazkirinê, ceribandina zexta pergalê an lûleyê, pêdivî ye ku valve di pozîsyona bi tevahî vekirî de be.
4 .Operasyon, hilanîn û parastin
4.1 Valveya topê 90 ° celebê vebûn û girtinê ye, valahiya topê tenê ji bo veguheztinê tê bikar anîn û ji bo verastkirinê nayê bikar anîn!Nahêle ku valve di sînorê germahî û zexta jorîn de û zexta guhêrbar, germahî û rewşa xebitandinê ya pir caran were bikar anîn.Pîvana zext-germê divê li gorî standarda ASME B16.34 be.Ger ku di germahiya bilind de biherikin divê kulm dîsa werin hişk kirin.Destûr nedin ku bandorê li barkirinê bike û diyardeya stresa zêde rê nade ku di germahiya nizm de xuya bibe.Ger qezayek ji ber binpêkirina qaîdeyan çêbibe çêker bêberpirsiyar in.
4.2 Bikarhêner divê rûnê rûnê (rûnê) bi rêkûpêk tije bike heke valvesên rûnê yên ku ji celebê lubeyê ne hene.Pêdivî ye ku dem ji hêla bikarhêner ve li gorî frekansa vekirina valve were danîn, bi gelemperî her sê mehan carekê;heke valvesên rûnê yên ku ji celebê morkirinê ne hebin, ger ku bikarhêner lekbûnê bibînin divê rûnê morkirinê an pakêtek nerm di wextê xwe de were dagirtin, û ew piştrast dike ku leviyek tune.Bikarhêner her gav amûrê di rewşek baş de diparêze!Ger di heyama garantiyê de (li gorî peymanê) hin pirsgirêkên kalîteyê hebin, divê çêker tavilê biçin cihê bûyerê û pirsgirêkê çareser bikin.Ger ji heyama garantiyê zêdetir (li gorî peymanê), gava ku bikarhêner ji me re hewce bike ku pirsgirêkê çareser bikin, em ê tavilê biçin cihê bûyerê û pirsgirêkê çareser bikin.
4.3 Zivirîna demjimêrê ya valvesên xebata bi destan divê were girtin û zivirandina berevajiyê demjimêrê ya valvesên xebata destan vekirî be.Gava ku awayên din, bişkoka qutiya kontrolê û rêwerzan divê bi guheztina valves re hevaheng bin.Û ji operasyona çewt dûr bikeve dê ji holê rabe.Hilberîner ji ber xeletiyên xebitandinê bêberpirsiyar in.
4.4 Piştî ku valves têne bikar anîn divê valves bi rêkûpêk bêne parastin.Pêdivî ye ku rûyê morkirinê û ziravî pir caran were kontrol kirin, wek mînak heke pakkirin pîr dibe an têkçûn;heke laş korozyon çêbibe.Ger rewşa jorîn çêbibe, ew di wextê xwe de ye ku were tamîrkirin an veguheztin.
4.5 Ger navgîn av an rûn be, tê pêşniyar kirin ku valves her sê mehan carekê bêne kontrol kirin û domandin.Û heke navgîn zerar e, tê pêşniyar kirin ku her meh hemî valves an beşek ji valves bêne kontrol kirin û parastin.
4.6 Valveya topê bi gelemperî xwedan strukturek însulasyona germî nîne.Dema ku navgîn germahîya bilind an germahiya nizm be, destûr nayê dayîn ku rûbera valve bigihîje da ku pêşî li şewat an sermayê bigire.
4.7 Rûyê valves û stûn û beşên din bi hêsanî toz, rûn û enfeksiyona navîn vedigire.Û pêdivî ye ku valve bi hêsanî zerar û koroz be;tewra ew ji ber germa kêşanê ku xetera gaza teqîner çêdike jî çêdibe.Ji ber vê yekê pêdivî ye ku valve bi gelemperî paqij bike da ku karûbarê baş peyda bike.
4.8 Dema tamîrkirin û domandina valve, divê heman pîvana orîjînal û zengilên maddî, gazket, kulm û gwîzan werin bikar anîn.O-rings û gazketên valves dikarin di fermana kirînê de wekî parçeyek tamîr û lênêrînê were bikar anîn.
4.9 Dema ku valve di rewşa zextê de ye rakirina plakaya pêwendiyê ji bo guheztina pêlav, gwîz û zengilan qedexe ye.Piştî kulm, kulm, gwîz an zengilokan, valves dikarin piştî ceribandina morkirinê ji nû ve bikar bînin.
4.10 Bi gelemperî, parçeyên hundur ên valves divê ji bo tamîrkirin û veguheztinê bêne tercîh kirin, çêtirîn e ku meriv perçeyên hilberîneran ji bo veguheztinê bikar bîne.
4.11 Pêdivî ye ku valves werin berhev kirin û piştî ku valves têne tamîr kirin.Û piştî ku ew têne civandin divê bêne ceribandin.
4.12 Tê pêşniyar kirin ku bikarhêner tamîrkirina valahiya zextê bidomîne.Ger parçeyên lênihêrîna zextê ji bo demek dirêj ve hatine bikar anîn, û qezaya muhtemel dê çêbibe, an jî ew bandorê li ewlehiya bikarhêner dike.Pêdivî ye ku bikarhêner di wextê xwe de valahiya nû biguhezînin.
4.13 Cihê welding ji bo valves welding li ser boriyê qedexe ye ku tamîr bikin.
4.14 Destûr nayê dayîn ku valves li ser boriyê biteqin;ew tenê ji bo meşê û wekî her tiştên giran ên li ser wê ye.
4.15 Divê di jûreya zuwa û bi hewayê de lûle bi mertalê were nixumandin, da ku paqijiya valahiya valve were misoger kirin.
4.16 Pêdivî ye ku valavên mezin werin hilanîn û gava ku ew li derve hilînin nikanin bi erdê re têkilî daynin Di heman demê de, pêdivî ye ku şilbûna avê ya domdar were dîtin.
4.17 Dema ku valva ji bo depokirina demdirêj ji nû ve tê bikar anîn, pêdivî ye ku pakêt were kontrol kirin ka ew nederbasdar e an na û rûnê rûnê têxe nav beşên zivirî.
4.18 Divê şertên xebatê yên valve paqij bimînin, ji ber ku ew dikare jiyana karûbarê xwe dirêj bike.
4.19 Valveya ji bo hilanîna demdirêj divê bi rêkûpêk were kontrol kirin û qirêjê jê rake.Rûyê morkirinê divê baldar be ku paqij be da ku zirarê nebîne.
4.20 Ambalaja orjînal tê hilanîn;rûyê valves, stûnê û flange divê rûbera morkirina flangeyê bala xwe bidin parastinê.
4.21 Dema ku vebûn û girtin negihêje cihê diyarkirî, destûr nayê dayîn ku valahiya valves biherike.
5. Pirsgirêkên gengaz, sedem û tedbîrên çareserkirinê (binêre forma 1)
Forma 1 Pirsgirêkên gengaz, sedem û tedbîrên çareseriyê
| Danasîna pirsgirêkê | Sedema gengaz | Tedbîrên çareserkirinê |
| Leakage di navbera rûbera morkirinê de | 1. Rûyê morkirina qirêj2.Rûyê morkirinê xera bûye | 1. Dirt2.Ji nû ve tamîr bikin an biguhezînin |
| Leakise di pakkirina stûnê de | 1. Pakkirina hêza zextê ne bes e2.Ji ber karûbarê demdirêj ambalaja xera bûye 3.O-ring ji bo qutiya tije têkçûn e | 1. Pîlan bi heman rengî hişk bikin da ku pakkirinê2 tevlihev bikin.Veguheztina pakkirinê
|
| Di pêwendiya di navbera laşê valve û laşê çep-rast de diherike | 1.Girêgirên pêwendiyê yên ku nehevî ne2.Rûyê flange zerar bûye 3. Gasketên zirarê | 1. Wekhevî teng kirin2.Tamîr bikin 3. Gaskets veguherînin |
| Valveya rûnê derdixin | Kevir di hundurê valavên rûnê de ne | Bi şikilê paqijkirina piçûk paqij bikin |
| Zirara valahiya rûnê | Piştî ku boriyê zextê kêm bike, rûnê alîkar saz bikin û biguhezînin | |
| Valveya rijandinê derdixin | Zirar da mohrkirina valahiya tehliyeyê | Pêdivî ye ku morkirina valvesên avêtinê were kontrol kirin û paqijkirin an rasterast were guheztin.Ger ew bi giranî zirarê bibîne, pêdivî ye ku valvesên dravê rasterast werin guheztin. |
| Box gear / aktuator | Têkçûna qutiya gemarê / çalakker | Li gorî qutiya gemarê û taybetmendiya çalakkerê qutiya gemarê û çalakgerê eyar, tamîr bikin an biguhezînin |
| Ajotina ne maqûl an jî top nayê vekirin û ne girtin. | 1. Qutiya dagirtin û amûra pêwendiyê xemilî ye2.Kulîlk û parçeyên wê zirar an qirêj bûne. 3. Gelek caran ji bo vebûn û girtin û qirêj li ser rûyê topê | 1. Paqijkirinê, qutiya pakkirinê an amûra girêdanê rast bikin. 2. Kanalîzasyonê vekin, tamîr bikin û rakin 4. Vekin, paqij bikin û kanalîzasyonê derxînin |
Nîşe: Kesê karûbar divê xwediyê zanîn û ezmûna têkildar bi valves re be
Dema şandinê: Gulan-19-2022