

1. Parastina valveya dergehê
1.1 Parametreyên teknîkî yên sereke:
DN: NPS1"~ NPS28"
PN: CL150 ~ CL2500
Materyalên parçeyên sereke: ASTM A216 WCB
Stem-ASTM A276 410;Seat-ASTM A276 410;
Rûyê morkirinê-VTION
1.2 Kod û Standardên Pêkvekirî: API 6A、API 6D
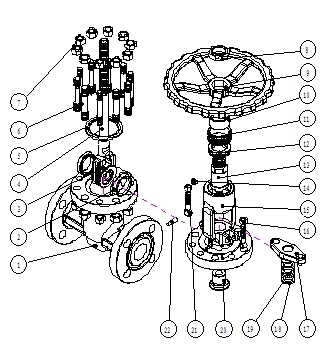
1.3 Struktura valve (binihêre Fig.1)
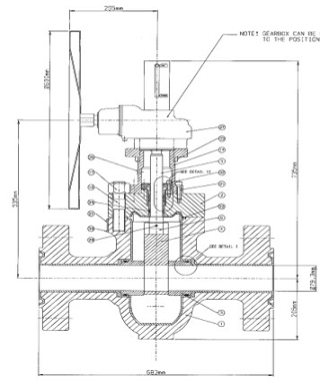
Fig.1 Gate valve
2. Kontrolkirin û parastin
2.1: Kontrolkirina rûyê derve:
Rûyê derve yê valve kontrol bikin ka gelo zirarek heye, û dûv re jimare;Tomarek çêbikin.
2.2 Kêl û morkirinê kontrol bikin:
Ger rewşek lehiyê hebe kontrol bikin û tomarek vekolînê çêbikin.
3. Veqetandina Valve
Pêdivî ye ku valve berî ku ji hev veqetînin û pêlên girêdanê vekin.Pêdivî ye ku ji bo pêlên hêniktir girêkek ne-rêkûpêk hilbijêrin; Gwîz dê bi kelecana birêkûpêk bi hêsanî xera bibin.
Gerok û gwîzên ziravî divê bi kerosîn an jêbira rûkê şil bên rijandin;Rêya tîrêjê ya pêçê kontrol bikin û dûv re hêdî hêdî bizivirînin.Divê parçeyên jihevkirî bên jimarekirin, nîşankirin û rêzgirtin.Pêdivî ye ku dîska stûn û dergehê li ser lingê were danîn da ku ji Scratch dûr nekevin.
3.1 Paqijkirin
Piştrast bikin ku perçeyên yedek bi nermî bi firçeya bi kerosen, benzîn, an ajanên paqijkirinê têne paqij kirin.
Piştî paqijkirinê, pê ewle bin ku perçeyên yedek bê rûn û rûn in.
3.2 Kontrolkirina parçeyên yedek.
Hemî parçeyên yedek kontrol bikin û tomar bikin.
Li gorî encamên vekolînê plansaziyek lênihêrînê ya maqûl çêbikin.
4. Tamîrkirina parçeyên yedek
Parçeyên yedek li gorî encamên vekolînê û plansaziya lênihêrînê tamîr bikin;Ger hewce be parçeyên yedek bi heman materyalan biguhezînin.
4.1 Tamîrkirina dergehê:
① Tamîrkirina T-slotê: Welding dikare di tamîrkirina şikestina T-slotê de, Tevlihevkirina rastkirina T-slotê de were bikar anîn, her du aliyan bi barek xurtkirinê ve girêdin.Ji bo tamîrkirina binê T-slotê welding ser rûyê erdê dikare were bikar anîn.Bi karanîna dermankirina germê piştî weldingê ji bo ku stresê ji holê rakin û dûv re ji bo vekolînê pêketina PT bikar bînin.
② Tamîrkirina daketî:
Daxistin tê wateya valahî an jihevketina cidî ya di navbera rûyê morkirina dergehê û rûyê morkirina kursiyê de.Ger valahiya deriyê paralel dakeve, dikare çîçeka jorîn û jêrîn wel bike, wê hingê, qirkirina pêvajoyê bike.
4.2 Tamîrkirina rûyê morkirinê
Sedema sereke ya ketina hundurê valve zexmkirina zirara rûyê ye.Ger zerar ciddî be, pêdivî ye ku rûyê morkirinê were weldkirin, makînkirin û hûrkirin.Ger ne ciddî be, tenê hûrkirin.Xirandin rêbaza sereke ye.
yek.Prensîba bingehîn a qirkirinê:
Rûyê amûra qirkirinê bi perçeya xebatê re bigihînin hev.Abrasive di nav valahiya di navbera rûberan de derxînin, û dûv re amûra qirkirinê bihejînin da ku hûr bikin.
b.Xişandina rûyê morkirina dergehê:
Moda grinding: operasyona moda destan
Abrasive li ser plakê bi hevûdu bişixulînin, perçeya xebatê deynin ser plakê, û dûv re dema ku di rêza rast an "8" de bizivirin.
4.3 Tamîrkirina stûnê
yek.Ger li ser rûyê morkirina stûnê an rûbera hişk nikaribe li gorî standarda sêwiranê tevbigere, rûyê morkirinê dê were tamîr kirin.Rêbazên tamîrkirinê: qijkirina paldank, qirkirina dorhêlî, qirkirina gazê, rijandina makîneyê û qirkirina konê.
b.Ger stûna valê > 3% xwar bibe, dermankirina sererastkirina ji hêla navendê makîneya kêm qijkirinê ve bişopînin da ku pê ewle bin ku rûxandin û tespîtkirina şikestinê pêvajoyê bikin.Rêbazên rastkirinê: Rastkirina zexta statîk, rastkirina sar û rastkirina germê.
c.Tamîrkirina serê stem
Serê stûnê tê wateya beşên stûnê (qirxa stûnê, serê stûnê, qulika jorîn, qulika girêdanê hwd.) ku bi beşên vekirî û girtî ve girêdayî ne.Rêbazên tamîrkirinê: birrîn, welding, zengila têxê, fîşa têxê hwd.
d.Ger nekare hewcedariya teftîşê bicîh bîne, divê bi heman materyalê ji nû ve hilberîne.
4.4 Ger zirarek bi rûyê flangeyê li her du aliyên laş hebe, pêdivî ye ku makînasyona pêvajoy bike ku bi hewcedariya standard re têkildar be.
4.5 Herdu aliyên girêdana RJ-ya laş, ger piştî tamîrkirinê nikaribin bi hewcedariya standard re hevber bikin, divê werin weld kirin.
4.6 Guhertina parçeyên cilê
Parçeyên lixwekirinê gasket, pakkirin, O-ring hwd hene. Parçeyên lixwekirinê li gorî hewcedariyên lênihêrînê amade bikin û tomar bikin.
5. Civîn û sazkirinê
5.1 Amadekarî: Parçeyên yedek ên tamîrkirî, gasket, pakkirin, amûrên sazkirinê amade bikin.Hemî beşan li rêzê bixin;li erdê nehêlin.
5.2 Kontrolkirina paqijkirinê: Parçeyên yedek (girêdan, morkirin, stûn, gwîz, laş, kulm, yok hwd.) bi kerosîn, benzîn an paqijkerê paqij bikin.Bawer bikin ku rûn û rûn tune.
5.3 Sazkirin:
Di destpêkê de, vekêşana stûn û rûyê morkirina dergehê rewşa girêdanê piştrast bikin;
Paqij bikin, laş, kulm, dergeh, rûyê morkirinê paqij bikin, paqij bikin, Parçeyên yedek bi rêkûpêk saz bikin û pêlên sîmetrîk hişk bikin.
Dema şandinê: Gulan-19-2022