

1. Giştî
Valvesên vê rêzê ji bo girtina an vekirina lûleyên di pergala boriyê de têne bikar anîn da ku xebata normal a pergalê biparêzin.
2. Danasîna hilberê
2.1 Pêdiviya teknîkî
2.1.1 Sêwirandin û çêkirin: API600, API603, ASME B16.34, BS1414
2.1.2 Pîvana dawiya girêdanê: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 Rû bi rû an dawî bi dawî: ASME B16.10
2.1.4 Kontrolkirin û ceribandin: API 598, API600
2.1.5 Mezinahiyên binavkirî:MPS2″~48″,Nirxên pola binavkirî:Class150~2500
2.2 Valvesên vê rêzê bi destan in (bi destan an qutiya pêlavê ve têne xebitandin) valvesên dergehê yên bi dawiya felqê û dawiya weldingê ya qûnê ne. Stûna valvê beralî dimeşe.Dema ku çerxa destan li gorî demjimêrê dizivire, derî dikeve xwarê da ku boriyê bigire;dema ku çerxa destan li hemberê demjimêrê dizivire, derî radibe ber bi vekirina boriyê.
2.3 Strukturî binêre Fig.1, 2and3.
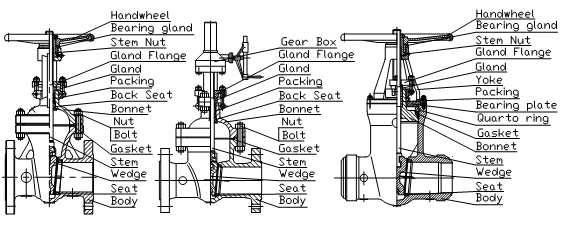
2.4 Nav û materyalên beşên sereke di tabloya 1 de hatine rêz kirin.
| Navê Part | Mal |
| Beden û kopê | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,Monel |
| dergeh | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,Monel |
| rûniştek | ASTM A105,ASTM A350 LF2,F11,F22, ASTM A182 F304(304L),ASTM A182 F316(316L) ASTM B462,Has.C-4,Monel |
| qam | ASTM A182 F6a,ASTM A182 F304(304L) ,ASTM A182 F316(316L),ASTM B462,Has.C-4,Monel |
| Bixçe | Grafîtê birêkûpêk û grafîtê maqûl,PTFE |
| Stud / gwîz | ASTM A193 B7/A194 2H,ASTM L320 L7/A194 4, ASTM A193 B16/A194 4,ASTM A193 B8/A194 8, ASTM A193 B8M / A194 8M |
| Gasket | 304(316)+Grafîk,304(316),Has.C-4, Monel,B462 |
| zengila kursiyê / Dîsk / rûberên | 13Cr,18Cr-8Ni,18Cr-8Ni-Mo,alloy NiCu,25Cr-20Ni,STL |
3. Storage, parastin, Sazkirin û xebitandin
3.1 Storage û parastin
3.1.1 Pêdivî ye ku valves li jûreyek zuwa û bi hewa xweş were hilanîn.Divê dawiya derbasbûnê bi serpêçan ve were girêdan.
3.1.2 Pêdivî ye ku valavên di bin depokirina demdirêj de bi rêkûpêk werin vekolîn û paqij kirin, nemaze paqijkirina rûyê rûniştinê ji bo pêşîgirtina zirarê, û rûberên qedandî divê bi rûnê rûnê bergiriyê werin pêçan.
3.1.3 Ger heyama hilanînê ji 18 mehan zêdetir be, divê valves bêne ceribandin û tomar bêne çêkirin.
3.1.4 Valvesên sazkirî divê bi rêkûpêk bêne lêkolîn û tamîr kirin.Xalên sereke yên lênêrînê yên jêrîn hene:
1) Rûyê morkirin
2)Stûna valve û gûzê stema valve.
3) Pakkirin.
4) Li ser rûyê hundurê laşê valve û bendika valve pîsbûn
3.2 Sazkirin
Berî sazkirinê, pê ewle bine ku nasnameya valê (wekî model, DN, 3.2.1PN û materyal) li gorî hewcedariyên pergala lûleyê têne nîşankirin.
3.2.2 Berî sazkirinê, bi baldarî derbasbûna valve û rûyê morkirinê kontrol bikin.Ger qirêjî hebe, bi baldarî paqij bikin.
3.2.3 Berî sazkirinê, pê ewle bine ku hemî pêlên hişk hatine girêdan.
3.2.4 Berî sazkirinê, pê ewle bine ku pakkirin bi zexmî tê pêçan.Lêbelê, tevgera stema valve divê neyê asteng kirin.
3.2.5 Cihê sazkirinê ya valve divê vekolîn û xebitandinê hêsan bike.Pêdivî ye ku pozîsyona bijarte ev be ku xeta boriyê horizontî be, çerxa destan li jor be, û stûna valve vertîkal be.
3.2.6 Ji bo valveya bi gelemperî girtî, ne guncan e ku meriv wê li cîhê ku zexta xebatê pir mezin e saz bike da ku ji zirara stûna valvê dûr nexe.
3.2.7 Dema ku ji bo sazkirinê di pergala lûleyê de li cîhê cîhê têne weldandin, valavên wellandî yên soketê herî kêm pêdivîyên jêrîn bicîh tînin:
1) Welding divê ji hêla welderê ku xwedan sertîfîkaya kalîteya welderê ye ku ji hêla Desthilata Boiler û Keştiya Zextê ya Dewletê ve hatî pejirandin ve were kirin;an welderê ku sertîfîkaya kalîteya welderê ya ku di ASME Vol.Ⅸ de hatî destnîşan kirin stendiye.
2) Pêdivî ye ku pîvanên pêvajoya welding wekî ku di manuala ewlehiya kalîteyê ya materyalê welding de hatî destnîşan kirin bêne hilbijartin.
3) Pêkhatina kîmyewî, performansa mekanîkî û berxwedana korozyonê ya metala dagirtî ya deryaya welding divê bi metala bingehîn re hevaheng be.
3.2.8 Valve bi gelemperî tê saz kirin, divê stresek mezin ji ber piştgirî, aksesûar û lûleyan were dûr xistin.
3.2.9 Piştî sazkirinê, di dema ceribandina zextê ya pergala boriyê de, pêdivî ye ku valve bi tevahî were vekirin.
3.2.10 Xala hilgirtinê: heke boriyê hêza têra xwe hebe ku giraniya valve û torka xebitandinê hilgire, wê hingê xala hilgirtinê ne hewce ye, wekî din divê valve xwediyê xala hilgirtinê be.
3.2.11 Hilkirin: Ji bo hilkirin û rakirina valve çerxa destan bikar neynin.
3.3 Operasyon û bikaranîn
3.3.1 Di dema karûbarê de, divê deriyê valve bi tevahî were vekirin an bi tevahî girtî be da ku ji ber navgîniya leza bilind zirara rûkala zengila rûniştinê û dergehê valvê nehêle.Ji bo eyarkirina kapasîteya herikînê nikare were bikar anîn.
3.3.2 Dema ku valve vedikin an digirin, li şûna leverek alîkar çerxa destan bikar bînin an amûrek din bikar bînin.
3.3.3 Di germahiya xebatê de, pê ewle bine ku zexta tavilê ji 1.1 qatê zexta xebatê ya pîvanên zext-germahiya di ASME B16.34 de kêmtir be.
3.3.4 Amûrên alîkariyê yên ewlehiyê divê li ser boriyê bêne saz kirin da ku pêşî li zexta xebatê ya valvê di germahiya xebatê de ji zexta herî zêde ya destûr bigire.
3.3.5 Di dema veguheztin, sazkirin û xebitandinê de lêxistin û şokkirina valve qedexe ye.
3.3.6 Parzûna şilava bêserûber, wek nimûne, hilweşîna hin şilavan dikare bibe sedema berbelavbûna voltê û bibe sedema bilindbûna zexta xebatê, bi vî rengî zirarê bide valve û bibe sedema derbasbûnê. ya şilî.
3.3.7 Ger şilavek kondensate be, ev ê bandorê li performansa valvê bike, amûrên pîvandinê yên guncan bikar bînin da ku germahiya şilavê kêm bikin (mînak, ji bo garantîkirina germahiya guncaw a şilavê) an wê bi celebek din valve veguherînin.
3.3.8 Ji bo şilava xwe-şewitandinê, amûrên pîvandinê yên guncan bikar bînin da ku garantî bikin ku zexta hawîrdorê û xebitandinê ji xala xweya agirketinê derbas neke (bi taybetî tîrêjê an agirê derveyî ferq bike).
3.3.9 Di doza şileka xeternak de, wek teqemenî, şewatbar.Berhemên toksîk, oksîdasyon, guheztina pakkirinê di bin zextê de qedexe ye (her çend valve fonksiyonek wusa heye).
3.3.10 Piştrast bikin ku şilav ne pîs e, ku bandorê li performansa valê dike, çîpên hişk nahewîne, wekî din divê amûrên pîvandinê yên guncav werin bikar anîn da ku pîsîtî û hişkên hişk werin rakirin, an jî wê bi celebek din valve veguherînin.
3.3.11 Germahiya xebatê ya destûr:
| Mal | germî | Mal | germî |
| ASTM A216 WCB | -29~425℃ | ASTM A217 WC6 | -29~538℃ |
| ASTM A352 LCB | -46~343℃ | ASTM A217 WC9 | --29~570℃ |
| ASTM A351 CF3(CF3M) | -196~454℃ | ASTM A494 CW-2M | -29~450℃ |
| ASTM A351 CF8(CF8M) | -196~454℃ | Monel | -29~425℃ |
| ASTM A351 CN7M | -29~450℃ |
| - |
3.3.12 Piştrast bikin ku materyalê laşê valvê ji bo karanîna li hawîrdora şilavê ya berxwedêr û pêşîlêgirtina rustê maqûl e.
3.3.13 Di dema karûbarê de, performansa morkirinê li gorî tabloya jêrîn lêkolîn bikin:
| xala kontrolê | Qûl |
| Têkiliya di navbera laşê valve û kapanê de | Sifir |
| Muhra pakkirinê | Sifir |
| Kursiya valve | Li gorî taybetmendiya teknîkî |
3.3.14 Bi rêkûpêk ji bo kişandina rûyê morkirinê kontrol bikin.Packing pîrbûn û zirarê.Ger delîl hatin dîtin di wextê de tamîr bikin an biguhezînin.
3.3.15 Piştî tamîrkirinê, valve, performansa hişkbûna ceribandinê ji nû ve saz bikin û sererast bikin û tomar bikin.
3.3.16 Lêkolîn û tamîrkirina navxweyî du sal e.
4. Pirsgirêkên gengaz, sedem û tedbîrên çareserkirinê
| Danasîna pirsgirêkê | Sedema gengaz | Tedbîrên çareserkirinê |
| Leak li pakkirinê | Paqijkirina têrê nake | Gûzê pakkirinê ji nû ve hişk bikin |
| Hejmara pakkirinê kêm e | Zêdetir pakkirinê zêde bikin | |
| Ji ber karûbarê demdirêj an parastina nerast pakkirina zirarê | Veguheztina pakkirinê | |
| Leak li ser rûyê rûniştina valve | Rûyê rûniştina qirêj | qirêjê jê bikin |
| Rûyê rûniştinê yê westiyayî | Wê tamîr bikin an zengila rûniştinê an deriyê valvê biguhezînin | |
| Rûyê rûniştinê ji ber hişkên hişk zirardar e | Zencîreyên hişk ên di şilavê de derxînin, zengila rûniştinê an deriyê valveyê tamîr bikin an biguhezînin, an bi celebek din valve veguherînin. | |
| Di pêwendiya di navbera laşê valve û pêlava valve de diherike | Pûlan bi rêkûpêk nayên girêdan | Bi yekreng pêlên pêçan |
| Rûyê rûniştina zerarê ya laşê valve û flana keleka valvê | Tamîr bikin | |
| Gasket şikestî an şikestî | Gasketê biguherînin | |
| Zivirîna dijwar a destan an deriyê valve nayê vekirin an girtin | Paqijkirina pir hişkkirî | Bi guncav gwîza pakkirinê vekin |
| Deformasyon an qutbûna girêka morkirinê | Glanda morkirinê eyar bikin | |
| Gûzê stem valve xisar | Mijarê rast bikin û qirêjê jê bikin | |
| Mijara gûzê ya stûna valveya westayî an şikestî | Gûzê stema valve veguherînin | |
| Stûna valveya bendkirî | Li şûna stem valve | |
| Rûyê rêberê qirêj ê deriyê valve an laşê valve | Axê li ser rûyê rêberiyê rakin |
Nîşe: Kesê karûbar divê xwediyê zanîn û ezmûna têkildar bi valves re be.
5. Garantî
Piştî ku valve tê bikar anîn, heyama garantiya valve 12 meh e, lê piştî roja radestkirinê ji 24 mehan derbas nabe.Di heyama garantiyê de, çêker dê karûbarê tamîrkirinê an parçeyên yedek bêpere ji bo zirara ji ber materyal, xebitandin an zirarê peyda bike bi şertê ku ew kar rast be.
Dema şandinê: Gulan-19-2022